摘要
本文旨在發(fā)現(xiàn)并消除環(huán)氧模塑料(EMC)解凍過程存在的缺點(diǎn),預(yù)防模塑料處理不當(dāng)事故,例如,用錯(cuò)模塑料、模塑料未完全解凍或過保質(zhì)期。
本文針對高風(fēng)險(xiǎn)問題開發(fā)出了模塑料處理自動化解決方案,例如,模塑料追溯條碼、解凍柜解凍室門禁系統(tǒng)、模塑料狀態(tài)自動化監(jiān)測圖顯,以及批次交易系統(tǒng)升級到連接EMC狀態(tài)和品名。總的來說,這可以防止因人工操作而導(dǎo)致的判斷失誤或失職。
該項(xiàng)目能夠消除可能發(fā)生的與EMC解凍有關(guān)的模塑料處理不當(dāng)問題,并且避免因批次加工不良而造成的潛在的經(jīng)濟(jì)損失。
關(guān)鍵字:環(huán)氧模塑料;材料處理;自動化;解凍。
1. 前言
解凍是在塑封成型前EMC準(zhǔn)備過程中的一個(gè)重要工序,可以防止模塑料變質(zhì)和材料性能下降,影響集成電路(IC)的質(zhì)量和可靠性。EMC對外部環(huán)境條件敏感,因?yàn)楣袒仁艿江h(huán)境條件影響。
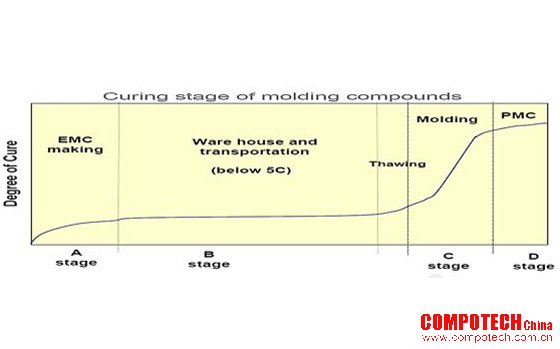
EMC固化通常分為四個(gè)階段,解凍是EMC出廠后運(yùn)輸?shù)絺}庫冷藏階段B的末段,如圖1所示。
為了解凍模塑料,從溫度為5°C或更低的冷庫中取出EMC,經(jīng)過一個(gè)分階段的固化過程,通常是在室內(nèi)環(huán)境中解凍24小時(shí),室溫通常設(shè)在23°C±3°(21°C至24°C),相對濕度40至55%RH(41%至51%),如圖2所示。此后,按照規(guī)定的開袋保質(zhì)期(floor life),將EMC裝入壓模機(jī)壓模。開袋保質(zhì)期一旦到期,則認(rèn)為EMC已過保質(zhì)期,應(yīng)妥當(dāng)處置。解凍的主要目的是防止水汽進(jìn)入密封袋。如果不除濕,模塑料將會導(dǎo)致加工缺陷,例如,封裝空隙、起泡或不完整。在后期封裝或客戶制造過程中施加熱量時(shí),水分還會引起可靠性問題,例如,焊盤或引線腐蝕、分層或爆米花現(xiàn)象。
1.1 模塑料處理不當(dāng)
EMC處理不當(dāng)包括用錯(cuò)EMC料、EMC過保質(zhì)期和EMC不完全解凍。用錯(cuò)EMC料是指使用與產(chǎn)品要求不同的EMC,這可能是材料類型錯(cuò)誤或顆粒尺寸不對。EMC過保質(zhì)期是指使用了超出規(guī)定的開袋保質(zhì)期的材料。不完全解凍是指解凍時(shí)間尚未到時(shí)提前使用材料的情況。
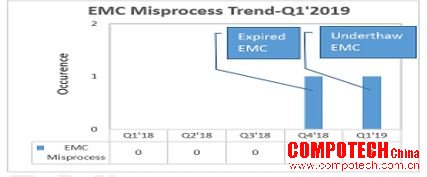
從EMC處理不當(dāng)事故發(fā)生趨勢看,2018年第四季第記錄了1次過保質(zhì)期EMC的加工不良事故,2019年第一季度發(fā)生一次解凍不完全事故,如圖3所示。
圖1. EMC的四個(gè)固化階段
圖2.模塑料處理流程
圖3.截至2019年第一季度的模塑料處理不當(dāng)發(fā)生趨勢
對因模塑料處理不當(dāng)而造成的加工不良品作可靠性測試,結(jié)果顯示芯片頂部和芯片焊盤區(qū)域有分層,如圖4所示。所有受影響的生產(chǎn)批次做報(bào)廢處理,避免客戶投訴。
1.2 現(xiàn)行模塑料處理不當(dāng)防控措施
以前的EMC處理不當(dāng)防控措施是采用顆粒顏色標(biāo)識表,按照EMC類型和顆粒尺寸為每種模塑料指定一個(gè)唯一顏色標(biāo)識,如表1所示,
圖5所示是一個(gè)用不同顏色標(biāo)識的顆粒品名標(biāo)簽,填寫目的是指示模具機(jī)器編號、模塑料類型、顆粒規(guī)格、模塑料8NC、模塑料批次號、封裝類型,這些信息是防止用錯(cuò)EMC料的關(guān)鍵。填寫的項(xiàng)目還包括出庫開始日期時(shí)間、開袋保質(zhì)期開始和結(jié)束日期時(shí)間。這些項(xiàng)目是判斷模塑料是否完全解凍或過保質(zhì)期的關(guān)鍵信息。在解凍區(qū)內(nèi)將小標(biāo)簽貼在模塑料包裝袋或容器上。
圖4.不完全解凍模塑料加工不良品的可靠性測試SAM圖像
表1.模塑料顆粒顏色標(biāo)識表
|
顏色標(biāo)識
|
EMC 品名
|
規(guī)格
|
封裝
|
EMC 材料代碼
|
|
Cyber pink
|
Compound A
|
16mm/12.5g
|
VFDFPN8
|
5ST97516
|
|
Cyber green
|
16mm/7.7g
|
THUQFN76/HUQFN88/UFDFPN8
|
5ST00641
|
|
Cosmic Orange
|
16mm/11g
|
HVQFN/THUQFN76/HUQFN88
|
5ST09531
|
|
Orange
|
16mm/9.5g
|
VFDFPN12/UFQFPN48
|
5ST07832
|
|
Aqua
|
Compound B
|
16mm/10.8g
|
VFDFPN12/UFQFPN48
|
5ST29209
|
|
Peach
|
16mm/11.8g
|
WPLGA88
|
5ST97226
|
|
Gray
|
|
VPLGA88/VFQFN48-2D
|
5ST97227
|
|
Cyber Orange
|
Compound C
|
14mm/6.3g
|
LFBGA273
|
5ST07978
|
|
Turquoise
|
14mm/7.3g
|
HWQFN48R/56, TFBGA36/48/135/141, LFBGA49,uTFBGA25, VFBGA48/100
|
5ST00111
|
|
Light Pink
|
Compound D
|
14mm/7.3g
|
TFBGA169/240/388, LFBGA296/240/340
|
5ST97038
|
|
Ivory
|
Compound E
|
14mm/7.3g
|
HTQFN/HVQFN40-06/ TFBGA44/88, HWQFN56
|
5ST00261
|
|
Cyber Yellow
|
Compound F
|
14mm/6.3g
|
LFBGA273
|
5ST18563
|
|
Gamma Green
|
Compound G
|
0.15-1.0
|
SCALPAK
|
5ST18591
|
|
Green
|
Compound H
|
0.15-2.0
|
MEMS/COL
|
5ST18423
|
圖5.顆粒品名標(biāo)簽
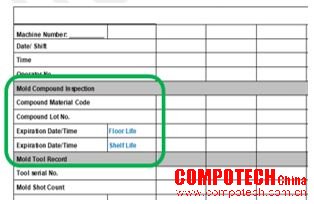
在模塑成型加工過程中,模具操作員在每次換班交接時(shí)和更換EMC后,都應(yīng)在模具監(jiān)測日志上記錄EMC的詳細(xì)信息,包括材料代碼、批次號、開袋保質(zhì)期和出廠保質(zhì)期,如下圖6所示。
1.3 解凍過程自動化
人工實(shí)施的模塑料處理不當(dāng)防控措施很容易在填寫顆粒品名標(biāo)簽時(shí)出錯(cuò),這些表格處理不當(dāng)會導(dǎo)致錯(cuò)料或漏料。更嚴(yán)重的是,操作員因?yàn)橐粫r(shí)疏忽大意或不遵守操作規(guī)定,誤用已知未完全解凍或過保質(zhì)期的材料。
我們設(shè)計(jì)了一個(gè)詳細(xì)的解凍流程圖,以尋找現(xiàn)有防控措施的不足之處,防止處理不當(dāng)事故發(fā)生。根據(jù)發(fā)現(xiàn)的缺點(diǎn),我們開發(fā)出了自動化解凍解決方案,以防止解凍過程發(fā)生人為錯(cuò)誤或違規(guī)現(xiàn)象。自動化項(xiàng)目要求EMC供應(yīng)商將包裝標(biāo)簽升級到條碼標(biāo)簽,并搭建一個(gè)電子標(biāo)簽打印系統(tǒng),打印不干膠標(biāo)簽,代替人工填寫顆粒品名表。為防止生產(chǎn)人員取出未完全解凍或過保質(zhì)期的待處理的材料,我們的解決辦法是開發(fā)一個(gè)直到完全解凍后才開門的自鎖解凍柜。為了控制進(jìn)入解凍室的通道,解凍室只有授權(quán)人員才能進(jìn)入。解凍柜電子流程圖將有助于更好地管理解凍室內(nèi)的模塑料狀態(tài)。在生產(chǎn)車間應(yīng)該有一個(gè)自動停機(jī)系統(tǒng),如果下錯(cuò)料或者用了解凍不完全或過保質(zhì)期的材料,系統(tǒng)可以停止一個(gè)生產(chǎn)批次的加工作業(yè)。表2列出了EMC處理流程圖。
圖6.模具監(jiān)測日志表
表2. EMC處理流程圖
|
EMC 處理步驟
|
故障模式
|
潛在原因
|
工藝缺點(diǎn)
|
|
從冷庫中取出
|
出廠保質(zhì)期過期
|
無 – 在倉庫系統(tǒng)中,保質(zhì)期過期信息傳輸不暢
|
無
|
|
顆粒ID生成
|
用錯(cuò)EMC料,解凍不完全,過保質(zhì)期
|
EMC信息填寫錯(cuò)誤
|
人工填寫信息
|
|
貼錯(cuò)ID標(biāo)簽
|
包裝上標(biāo)簽粘貼不牢固,用膠帶粘貼ID標(biāo)簽
|
|
ID標(biāo)簽丟失或脫落
|
|
在柜內(nèi)解凍EMC
|
用錯(cuò)EMC料,解凍不完全,過保質(zhì)期
|
貼錯(cuò)ID標(biāo)簽
|
包裝上標(biāo)簽粘貼不牢固,用膠帶粘貼ID標(biāo)簽
|
|
ID標(biāo)簽丟失或脫落
|
|
從解凍柜中意外取出EMC
|
解凍期間不能確保EMC的安全
|
|
分區(qū)承包管理無效
|
|
模塑料狀態(tài)可見度低
|
|
在生產(chǎn)中使用EMC
|
用錯(cuò)EMC料
|
貼錯(cuò)ID標(biāo)簽
|
包裝上標(biāo)簽粘貼不牢固,用膠帶粘貼ID標(biāo)簽
|
|
ID標(biāo)簽丟失或脫落
|
|
批次被掉換或裝錯(cuò)批次
|
批次與EMC對照檢查不是每個(gè)批次都檢查,人工作業(yè)
|
|
被掉換的EMC未傾倒
|
人工作業(yè)
|
|
用錯(cuò)EMC料,解凍不完全
|
從解凍柜中意外取出EMC
|
人工作業(yè)
|
|
EMC更換
|
用錯(cuò)EMC料或過保質(zhì)期的料
|
未傾倒過保質(zhì)期的或被掉換的EMC
|
人工作業(yè)
|
1.4相關(guān)文獻(xiàn)綜述
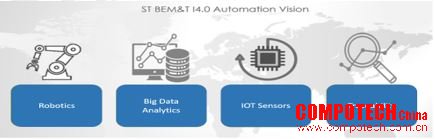
受工業(yè)4.0啟發(fā),ST 卡蘭巴工廠所屬的后工序制造技術(shù)計(jì)劃的目標(biāo)是在未來幾年中開發(fā)最先進(jìn)的制造環(huán)境。 從2018年到現(xiàn)在立項(xiàng)43個(gè),落地22個(gè)。隨著機(jī)器人、大數(shù)據(jù)分析、物聯(lián)網(wǎng)(IOT)和可追溯性等技術(shù)進(jìn)步,工業(yè)4.0可以提高企業(yè)的生產(chǎn)率,并保持市場競爭力,如圖7所示,這些技術(shù)是這個(gè)計(jì)劃的主要內(nèi)容。
按照這個(gè)計(jì)劃,本文將探討以大數(shù)據(jù)分析、物聯(lián)網(wǎng)傳感器和可追溯性為中心的工業(yè)自動化。用掃描條碼取代人工填表是徹底解決材料處理不當(dāng)?shù)囊粋€(gè)重要對策。下面的一項(xiàng)研究討論了材料標(biāo)簽的發(fā)展演變。
[3]智能工廠被定義為高度靈活的能夠利用來自運(yùn)營和生產(chǎn)系統(tǒng)的連續(xù)不斷的數(shù)據(jù)流的聯(lián)網(wǎng)工廠。在這種情況下,貼標(biāo)簽可能是最受歡迎的對象識別跟蹤方法,從純手寫標(biāo)簽到條形碼,再到二維碼和RFID標(biāo)簽,標(biāo)簽在過去幾年中發(fā)生了巨大變化。
圖7. ST后工序制造技術(shù)自動化計(jì)劃
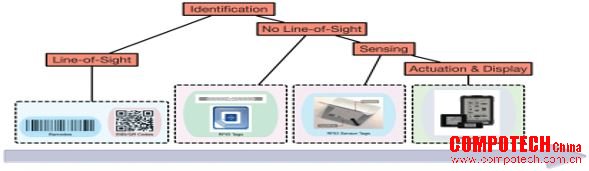
有幾種標(biāo)簽技術(shù)可用于自動識別工業(yè)產(chǎn)品。條碼是最基本的技術(shù),基本上就是用圖形方法表示的前面第一節(jié)中提到的GTIN代碼。讀取條形碼信息需要讀取器和視線(LoS)。另外,條形碼和讀取器之間還需要較短的通信距離(最多幾十厘米)。盡管有這些要求限制,條形碼在許多工業(yè)應(yīng)用中還是非常有用的,并且識別速度明顯高于傳統(tǒng)人工識別方法。而且,條形碼確實(shí)很便宜,標(biāo)記對象只需要條形碼生成軟件和打印機(jī)。盡管在工業(yè)4.0所描繪的自動識別場景中,似乎不需要條形碼,但是在降低成本、讀取距離較近或讀取位置非常特殊的工業(yè)場景中,條形碼仍然有武之地。
條形碼和二維碼通常用于庫存應(yīng)用、產(chǎn)品跟蹤或物資管理,讀取標(biāo)簽信息有視線限制,無法與物品交換信息,顯然,無法主動報(bào)告物品狀態(tài)。圖8所示是直到智能標(biāo)簽出現(xiàn)之前標(biāo)簽技術(shù)的發(fā)展歷程。
易變質(zhì)材料控制系統(tǒng),也就是模塑料控制系統(tǒng),有一個(gè)包含所有的EMC取用信息的數(shù)據(jù)庫,并連接制造執(zhí)行系統(tǒng)(MES)。該系統(tǒng)與MES系統(tǒng)對照檢查將有助于決定批次加工作業(yè)決策。自鎖解凍柜系統(tǒng)的傳感器、致動器和硬件由模塑料控制系統(tǒng)的PLC控制。
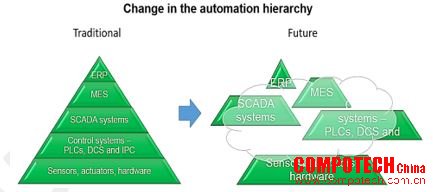
[1]自動化層次結(jié)構(gòu)的發(fā)展趨勢是從傳統(tǒng)的金字塔概念向云概念發(fā)展,如圖9所示,在云概念中,所有系統(tǒng)都互動。
本文論述結(jié)合了我們的FW2制造執(zhí)行系統(tǒng)(MES)系統(tǒng)的改進(jìn)之處,因此,根據(jù)現(xiàn)代MES未來發(fā)展趨勢評估我們當(dāng)前系統(tǒng)的性能有利于我們改進(jìn)系統(tǒng)。
圖8:工業(yè)標(biāo)簽技術(shù)的發(fā)展歷程
圖9.自動化層次結(jié)構(gòu)的變化
[2] 基于分布式邏輯的現(xiàn)代制造執(zhí)行系統(tǒng)(MES)為開發(fā)工業(yè)4.0模型提供了一個(gè)開發(fā)平臺和一個(gè)自然垂直集成途徑。集成到“上層”的企業(yè)資源規(guī)劃(ERP)系統(tǒng)中,同時(shí)監(jiān)控“下層”的生產(chǎn)流程,MES的效果始終是最好的選擇。因?yàn)榫W(wǎng)絡(luò)物理系統(tǒng)(CPS)和網(wǎng)絡(luò)物理生產(chǎn)系統(tǒng)(CPPS)相互直接通信,MES可以觸發(fā)業(yè)務(wù)規(guī)則或工作流,管理整個(gè)生產(chǎn)過程。例如,作為高級質(zhì)量抽檢策略的一部分,品控過程可能要求設(shè)備執(zhí)行更多的驗(yàn)證步驟,無誤后在繼續(xù)執(zhí)行后面的加工作業(yè),這就要求業(yè)務(wù)規(guī)則中有通信功能,因此在設(shè)備繼續(xù)執(zhí)行其生產(chǎn)過程之前,不會繞過品控過程。
在工業(yè)4.0中,過程控制(SPC)是另一個(gè)依賴良好的系統(tǒng)垂直集成度的領(lǐng)域。SPC要求長期從出入工廠的大量材料中收集數(shù)據(jù)。例如,如果CPS中的設(shè)備意識到需要收集可測量的變量,則根據(jù)SPC規(guī)則,確認(rèn)變量是在限制范圍內(nèi),如果不在限制范圍內(nèi),則可能需要采取修正措施,在CPS上層系統(tǒng)中觸發(fā)修正操作標(biāo)志。MES依然是實(shí)現(xiàn)此目的的理想平臺。
在ST卡蘭巴工廠,我們的FW2制造執(zhí)行系統(tǒng)集成了這些驗(yàn)證工序和SPC控制。進(jìn)一步提高系統(tǒng)集成度,確保加工過程在正確的時(shí)間使用正確的材料,對于防止加工不良至關(guān)重要。本文將在后續(xù)部分中詳細(xì)論述討論如何解決這一問題。
2. 材料與方法
2.1材料
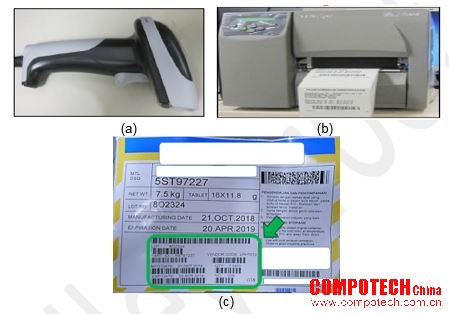
為了自動識別顆粒,材料供應(yīng)商需要升級包裝標(biāo)簽條碼,增加材料品名、型號、批次號、制造日期、保質(zhì)期、數(shù)量和包裝箱號。掃描儀讀取條碼信息并將其傳輸?shù)綏l碼打印機(jī),按照規(guī)定格式在標(biāo)簽貼紙上打印信息,如圖10所示。
生產(chǎn)批次追溯信息又稱行程卡,卡上的條碼包含EMC信息,用于在批次交易期間,對照檢查當(dāng)前裝入設(shè)備的EMC。如圖11所示,在壓模過程中,行程卡上使用相同的條碼格式,如圖11所示。
圖10. a)條碼掃描器,b)條碼打印機(jī)和標(biāo)簽貼紙,c)模塑料供應(yīng)商標(biāo)簽
圖11. 在ST卡蘭巴工廠使用的行程卡
2.1.1硬件
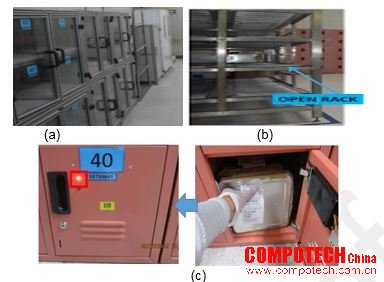
將EMC解凍存放方式從開放式解凍架或解凍柜換成內(nèi)置自鎖系統(tǒng)的封閉式解凍柜,以防止未完全解凍或已過保質(zhì)期的EMC被意外取出。每個(gè)柜門位置都有一個(gè)監(jiān)測EMC狀態(tài)的LED指示燈,如圖12所示。
為了防止未授權(quán)人員進(jìn)入解凍室,在解凍室的門上安裝了門禁。如圖13所示,。
圖12. EMC解凍存放柜(a)開放式柜子,(b)開放式架子(c)自鎖封閉式柜子
圖13.解凍室門禁
2.1.2自動化軟件和升級
為了讀取EMC供應(yīng)商的標(biāo)簽,打印顆粒品名標(biāo)簽,我們開發(fā)了一種稱為易變質(zhì)材料控制(PMC)的軟件,如下圖14b所示。在打印輸出中有一個(gè)被稱為盒子ID的唯一代碼,這個(gè)信息可以用作軟件與其他制造系統(tǒng)的接口,如圖14c中所示,因?yàn)橐呀?jīng)通過電子方式完成信息錄入,所以不再需要人工填寫模塑料取出日志表。制造執(zhí)行系統(tǒng)(MES)使用Factory Works 2(FW2)系統(tǒng),該系統(tǒng)已升級到集成PMC數(shù)據(jù),有對照檢查功能,如圖14a所示。
模塑料解凍柜監(jiān)測應(yīng)用程序是我們開發(fā)的另一個(gè)軟件,安裝在解凍室的PC機(jī)上,用于控制EMC解凍柜自鎖系統(tǒng),如圖15所示。在EMC解凍完成后,軟件會自動打開柜門鎖。模塑料準(zhǔn)備就緒后,通過提交電子取料申請表取走模塑料。軟件還通過圖形界面為用戶顯示每種模塑料的狀態(tài)和解凍柜位置。
2.2 Procedure測試過程
在所需的材料、硬件和軟件都準(zhǔn)備到位后,試運(yùn)行系統(tǒng),檢查自動化功能是否準(zhǔn)確,是否符合預(yù)期目標(biāo),如圖16所示。
對于PMC條碼打印,對照模塑料標(biāo)簽檢查打印標(biāo)簽,核實(shí)掃描信息是否正確無誤。核實(shí)在PMC中所有已交易的EMC是否已錄入到EMC電子日志中。
(a) (b) (c)
圖14.(a)FW2系統(tǒng)(b)PMC易變質(zhì)材料控制(c)PMC的打印標(biāo)簽屏幕
圖15.模塑料解凍柜監(jiān)測系統(tǒng)
圖16. EMC處理過程自動化流程
在模塑料解凍柜控制應(yīng)用場景中,對掃描的條碼數(shù)據(jù)執(zhí)行相同的對照檢查。屏幕上的狀態(tài)和位置與自鎖解凍柜的實(shí)際情況相互對照驗(yàn)證,檢查柜門開啟是否符合24小時(shí)要求,核實(shí)取料申請表中所有已處理的EMC是否列在EMC電子取料日志中。
在模塑料顆粒盒ID錄入系統(tǒng)后,升級后的FW2系統(tǒng)能夠檢查生產(chǎn)批次是否遇到跟蹤錯(cuò)誤。如果材料即將過保質(zhì)期,系統(tǒng)將會預(yù)警,提醒人員檢查。如果模塑料已過保質(zhì)期,系統(tǒng)將關(guān)閉生產(chǎn)批次跟蹤。
3.測試結(jié)果與討論
3.1 易變質(zhì)材料控制數(shù)據(jù)準(zhǔn)確性測試
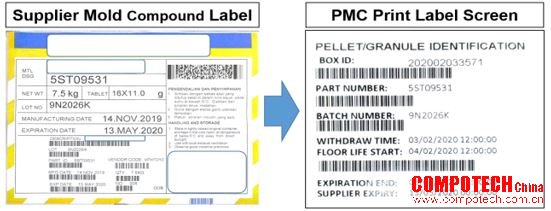
比較EMC供應(yīng)商實(shí)物標(biāo)簽與易變質(zhì)材料控制系統(tǒng)條碼打印輸出,所有輸入數(shù)據(jù)都相同。兩個(gè)標(biāo)簽的實(shí)際圖像如下圖17所示。
(a) (b)
圖17.(a)供應(yīng)商的模塑料標(biāo)簽實(shí)物,(b)同一個(gè)模塑料標(biāo)簽的PMC打印標(biāo)簽實(shí)物
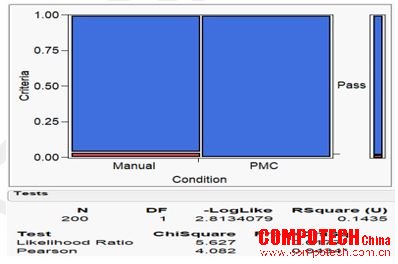
使用雙比率檢驗(yàn)方法比較人工填表和PMC之間的顆粒標(biāo)簽信息準(zhǔn)確度。在95%置信度下,P值為0.0434,人工填寫和PMC之間存在顯著差異。使用PMC沒有記錄到任何偏差,詳見圖18。
3.2 自鎖柜系統(tǒng)功能測試
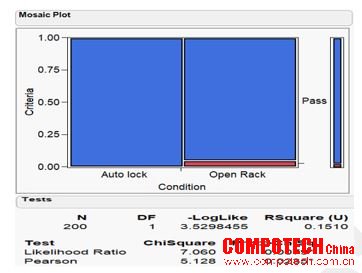
在開放式解凍架和自鎖解凍柜系統(tǒng)之間,使用雙比率檢驗(yàn)方法比較解凍狀態(tài)和標(biāo)簽信息的準(zhǔn)確度。在置信度為95%,P值為0.0235時(shí),開放式解凍架和自鎖解凍柜系統(tǒng)之間存在顯著差異。使用自鎖柜系統(tǒng)沒有記錄到偏差,詳見圖19。
3.3 FW2系統(tǒng)升級測試
FW2系統(tǒng)升級后能夠提供預(yù)警時(shí)間和禁止交易的偏移時(shí)間和保質(zhì)期過期警報(bào),如圖20所示。
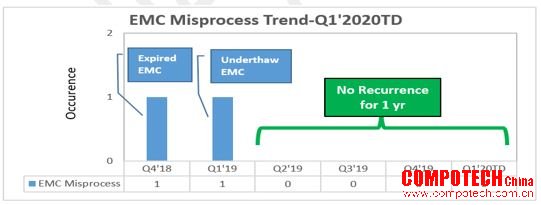
從2019年第2季度開始實(shí)施所有自動化解決方案至圖21所示時(shí)間,沒有出現(xiàn)EMC處理不當(dāng)記錄。該項(xiàng)目能夠消除與EMC解凍有關(guān)的模具加工不良問題,從而避免了生產(chǎn)批次報(bào)廢而造成的經(jīng)濟(jì)損失。
圖18.人工填表和PMC標(biāo)簽之間的雙比率準(zhǔn)確度測試
圖19.方式解凍架和自鎖柜之間的雙比率準(zhǔn)確度測試
圖20. FW2預(yù)警顯示實(shí)圖
圖21. EMC處理不當(dāng)趨勢,截至2020年第一季度
3.4建議
建議將本文提出的適用于EMC處理的所有自動化方法擴(kuò)展到其他直接和間接材料。由于FW2升級僅禁止生產(chǎn)批次交易,但實(shí)際上機(jī)器將繼續(xù)使用EMC,因此需要進(jìn)一步在機(jī)器級別對EMC進(jìn)行防錯(cuò)處理。 模具系統(tǒng)采用與PMC相同的原理,可以對照檢查材料和配方是否匹配,發(fā)現(xiàn)從機(jī)器數(shù)據(jù)庫加載的過期EMC,并觸發(fā)自動傾倒操作。目前正在與模具設(shè)備制造商討論這一概念。如果存在其他的本文未討論的無法預(yù)料的處理不當(dāng)?shù)娜秉c(diǎn),請與其他ST站點(diǎn)共享經(jīng)驗(yàn)教訓(xùn),交流最佳實(shí)踐經(jīng)驗(yàn),以進(jìn)一步改進(jìn)處理方法。
4.結(jié)論
PMC易變質(zhì)材料控制系統(tǒng)省去了在解凍操作時(shí)EMC追溯性信息的人工填表工作,并且解凍準(zhǔn)確度高,數(shù)據(jù)庫可用于FW2等其他系統(tǒng)。
模塑料控制系統(tǒng)和自鎖解凍柜在整個(gè)解凍周期內(nèi)確保EMC和標(biāo)簽安全,并具有準(zhǔn)確的位置和狀態(tài)可追溯信息。
升級的FW2制造執(zhí)行系統(tǒng)能夠連接易變質(zhì)材料控制系統(tǒng)的數(shù)據(jù)庫,提供預(yù)警、禁用和關(guān)閉機(jī)器功能,一旦發(fā)現(xiàn)用錯(cuò)EMC、解凍不完全或過期的EMC,就會限制批次交易。
這些自動化模塑料處理方法徹底解決了模塑料處理不當(dāng)問題,從而避免了潛在的批次報(bào)廢造成的經(jīng)濟(jì)損失。
免責(zé)聲明
用于本研究的產(chǎn)品是我們研究領(lǐng)域和國家/地區(qū)中普遍且主要使用的產(chǎn)品。本文作者和產(chǎn)品生產(chǎn)者之間絕對沒有利益沖突,因?yàn)槲覀兪褂眠@些產(chǎn)品不是為了尋求法律訴訟,而只是為了提高知識水平。 而且,這項(xiàng)研究不是由產(chǎn)品生產(chǎn)廠商資助的,而是作者個(gè)人的研究活動。
利益沖突
作者聲明本文不存在任何利益沖突。
參考文獻(xiàn)
1. FRANCISCO ALMADA LOBO , “INDUSTRY 4.0: WHAT DOES IT MEAN TO THE SEMICONDUCTOR INDUSTRY?”, SOLID STATE TECHNOLOGY JOURNAL, DEC 2016, PP 21-22
2. JEREMIE BOUCHAUD, “FROM SENSORS TO THE CLOUD: IOT IN MANUFACTURING”, SMART TECHNOLOGIES IMPACTING INDUSTRIAL MARKET DYNAMICS CONF, 26 APRIL 2017, PP 14-15
3. TIAGO M. FERNÁNDEZ-CARAMÉS & PAULA FRAGA-LAMAS,” A REVIEW ON HUMAN-CENTERED IOT-CONNECTED SMART LABELS FOR THE INDUSTRY 4.0”, IEEE ACCESS, PP1, 5-6, MAY 7, 2018
© 2020 PADILLA AND BIROG; THIS IS AN OPEN ACCESS ARTICLE DISTRIBUTED UNDER THE TERMS OF THE CREATIVE COMMONS ATTRIBUTION LICENSE (HTTP://CREATIVECOMMONS.ORG/LICENSES/BY/4.0), WHICH PERMITS UNRESTRICTED USE, DISTRIBUTION, AND REPRODUCTION IN ANY MEDIUM, PROVIDED THE ORIGINAL WORK IS PROPERLY CITED.











 是德科技 FieldFox 手持式分析儀配合 VDI 擴(kuò)頻模塊,實(shí)現(xiàn)毫米波分析功能
是德科技 FieldFox 手持式分析儀配合 VDI 擴(kuò)頻模塊,實(shí)現(xiàn)毫米波分析功能